
Читайте также:
Сварочный электрогенератор – это прибор, который наравне способен выполнять две функции: организацию электроснабжения в автономном режиме и создание неразъемного соединения путем сварки.
Для данного оборудования характерна высокая мобильность, неповторимая функциональность и возможность решать огромное количество задач независимо от условий эксплуатации.
Для лучшего понимания принципа работы электрогенератора необходимо ознакомиться с особенностями его конструкции.
Конструкция данного прибора включает в себя:
|
 |
К основным элементам данных устройств относят:
Этот компонент включает в себя трехфазный двигатель переменного тока и электрогенерирующее устройство, благодаря чему представляется возможным изменение параметров тока для сварки.
Этот элемент состоит из приводного ДВС, электрогенератора переменного тока и конструкции, позволяющей осуществлять контроль над параметрами тока.
Существуют вентильные и коллекторные СГ. Учитывая принцип функционирования, также различают приборы с самовозбуждением и с нейтральным возбуждением.
Коллекторные СГ
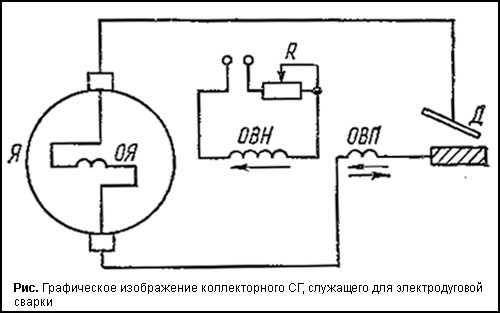
При разомкнутой сварочной цепи (работе с отключенной нагрузкой) на зажимах генератора возникает напряжение нулевой нагрузки, величина которого равняется электродвижущей силе, создаваемой обмоткой якоря (ОЯ). При других фиксированных факторах такое напряжение находится в непосредственной зависимости от потока магнитной индукции, воспроизводимого ОВН. Наравне с этим свойства магнитного потока обусловлены током возбуждения в обмотке, поддающимся корректировке посредством специального реостата (R).
Протекание тока в дуге якоря (Я) устройства запускается зажиганием дуги (Д). Ток проходит по виткам последовательной обмотки возбуждения ОВП, функционирующей на жестких характеристиках так, что генерируемый ею поток магнитной индукции противопоставляется таковому намагничивающей обмотки. Как следствие, рост тока способствует убыли суммарного потока в воздушном зазоре прибора, а также уменьшению электродвижущей силы, наводимой в ОЯ, и напряжению, создаваемому на зажимах. Возникает жесткая внешняя статическая характеристика.
Обратите внимание на тот факт, что огромное число установок данного типа (первым делом тех, которые предназначены для работы в составе данных агрегатов) снабжены обмоткой независимого возбуждения, для питания которой используется не какой-либо внешний объект, а дополнительная (третья) щетка, расположенная между главными, то есть генераторы выполнены с самостоятельным возбуждением.
СГ вентильного типа
Данные устройства представляют генераторы переменного тока с особыми преобразователями электричества. Такие установки снабжены механическим электропреобразователем, а не полупроводниковым, что отличает их от коллекторных аналогов.
Производство ВГС базируется на использовании трехфазных индукторных одноименнополюсных электромашин, в которых размещено по 2 пакета статора и ротора, материалом для изготовления которых служит особая электротехническая сталь.
Пакеты железа статора запрессовывают в стальную станину, посредством которой осуществляется их магнитное соединение. Пакеты железа ротора запрессовывают на втулку из стали, установленную на валу генератора. Соединяются они тоже магнитно. Каждый из пакетов железа ротора снабжен зубцами. Силовую ОЯ укладывают в углубления пакетов статора (одну для всех), а тороидальную ОВ – между пакетами железа ротора и жестко укрепляют на станине.
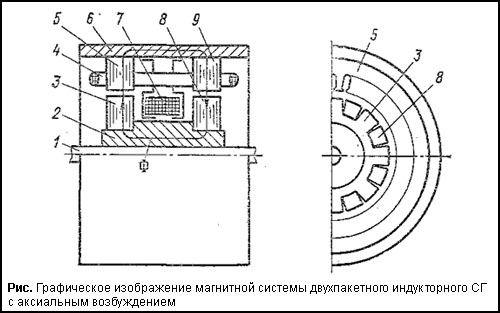
Условные обозначения, применяемые на изображенной на рисунке электрической схеме сварочного генератора:
1 - вал;
2 - массивная втулка на валу;
3, 8 - пакеты железа ротора;
4 - ОЯ;
6, 9 - пакеты железа статора;
6 - станина;
7 - ОВ, закрепленная на станине;
Ф - главный поток магнитной индукции.
С помощью рисунка можно ознакомиться с конструкцией вентильного устройства. Здесь трехфазная обмотка индукторного устройства выводами подключается к трехфазному диодному мосту УО, представленному силовыми диодами из кремния. Подвергшийся выпрямлению ток питает сварочный пост. Служащие для ручной дуговой сварки жесткие внешние статические характеристики вентильного генератора формируются в частности благодаря внутреннему индуктивному сопротивлению непосредственно электромашины.

На электрической схеме вентильного сварочного генератора были использованы следующие обозначения:
ОЯ - обмотка якоря;
ОВ - обмотка возбуждения;
ТV, ТА - трансформаторы напряжения и тока;
VD - силовой вентильный блок;
VD1, VD2, VD3 - диоды в цепи возбуждения;
R – реостат, позволяющий управлять параметрами тока.
Во время нагрузки, то есть при проведении сварки, от вентильного СГ, конструктивно соответствующего схеме, загрузка всех фаз машины осуществляется симметрично.
